
kompakt fırlanma transformasiya









Kompakt fırlanma prinsipi
Kompakt əyirmənin məqsədi lifləri tamamilə paralel və yaxın vəziyyətdə yerləşdirmək və beləliklə, əyirmə üçbucağını aradan qaldırmaqdır. Beləliklə, burulmadan əvvəl liflərin bu yaxın və paralel düzülüşü ipliyin strukturunu, mexaniki və fiziki xüsusiyyətlərini və ipliyin möhkəmliyini yaxşılaşdıra bilər. Bir sözlə, kompakt əyirmə iplik liflərini ön üst diyircəyin çıxış nöqtəsindən sıxlaşdırmaqdır.
Kompakt cihazımız, iplik kəsmə nöqtəsindən (ön üst diyircək) burulma ucuna qədər mənfi təzyiq borusu, mesh önlük və sürət qutusu kimi cihazlar qurmaqla lifləri sıx şəkildə yerləşdirməkdir ki, bu da fırlanma üçbucağını aradan qaldıra bilər.
Kompakt fırlanma prinsipi
* Tüklənmənin kəskin şəkildə azalması: Uster H dəyəri 30%-ə qədər, Zweigle S3 isə 80%-ə qədər
* Əhəmiyyətli dərəcədə yaxşılaşdırılmış güc: 10-20% daha yüksək
* Daha aşağı iplik qeyri-bərabərliyi və daha aşağı IPI dəyərləri: 35%-ə qədər
* Daha yüksək uzanma: 10-15%
* Eyni iplik möhkəmliyi üçün daha aşağı burulma ilə (10%-ə qədər) məhsuldarlıq artır
* Uc qırılma nisbəti 60%-ə qədər azaldılır və maşın səmərəliliyi artır (eyni sürət və fırlanma)
* Daha az milçək nəsli daha yaxşı iş vəziyyətinə kömək edir
Artan dolama sürətləri
* Bir qatlı kompakt iplik ənənəvi iki qatlı ipliyi əvəz edə bilər
* Daha yüksək möhkəmlik səbəbindən əymə və toxuculuq maşınının performansı 10-15% artdı;
* Çıxıntılı liflərin sayının azalması səbəbindən ölçü kimyəvi maddələrinin istehlakı azalır;
* Daha az tüklü dəzgahın səmərəliliyinin artması və milçək əmələ gəlməsinin azalması;
* Hazır məhsullarda daha az pill meyli, daha yaxşı toxunuş, parça parıltısı
* İpliyin aşağı burulması səbəbindən boya mayesinin udulması yaxşılaşdı, daha az boya mayesi tələb olunur (5%-ə qədər)
* Xammal qənaəti – 6%-ə qədər daha az daraq yağı
Pnevmatik üst qolda kompakt çəkmə sistemi
| Sistem Hissələrinin Çəkilməsi | |
| Dirək dayağına mötərizəni quraşdırmaq üçün diyircəkli dayaqda yaxşıca bir deşik açın. Bu mötərizə kompakt sorma borusunu saxlamaq üçündür. | 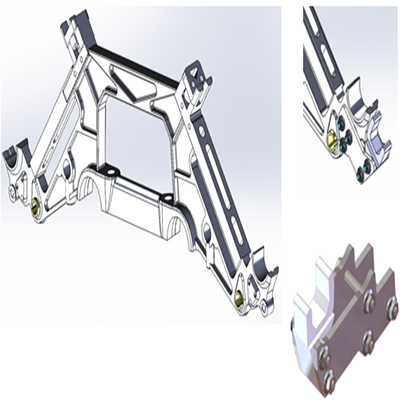 |
| Kompakt lopa, yaylı və ya pnevmatik maşın üst qoluna quraşdırılmışdır | 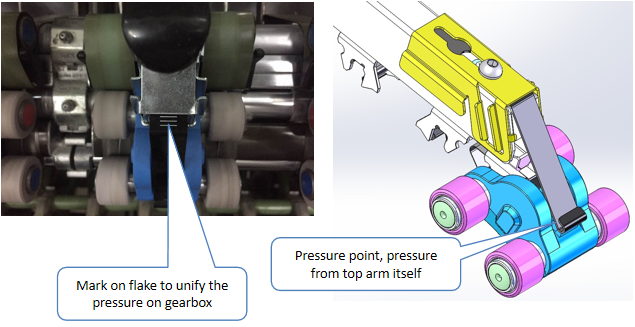 |
| Rezin çarpayılı sürət qutusu. Maşının ön üst diyircəyini çıxarıb aşağıda yerləşən kompakt sürət qutusunu bərkitməliyik. | 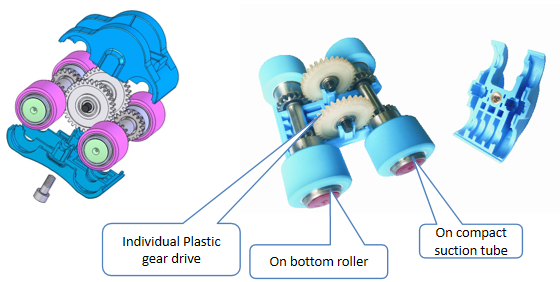 |
| Dartıcı çubuq və önlüklü sorma borusu | 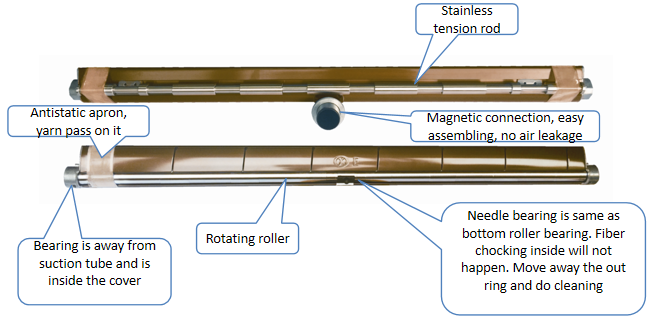 |
| Orijinal Pneumafil fleytası bizimki ilə əvəz olunacaq. | 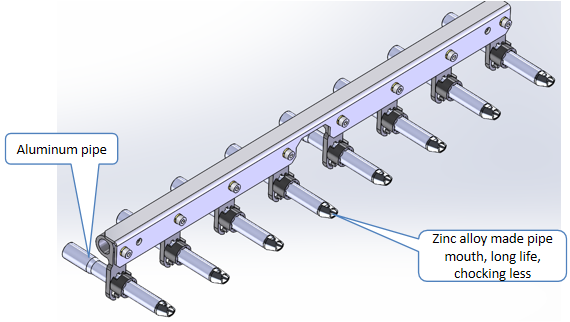 |
| Kompakt Sorma Sistemi (Sorma mühərriki və ventilyator ipliyi sıxlaşdırmaq üçün mənfi təzyiq yaradır. Kompakt sorma sistemi haqqında maşının yerləşdiyi yerə və zavod planına uyğun olaraq dizayn edə bilərik. Burada istinad üçün bəzi təkliflər veririk) | |
| Sorma sistemi təklifi 1 | 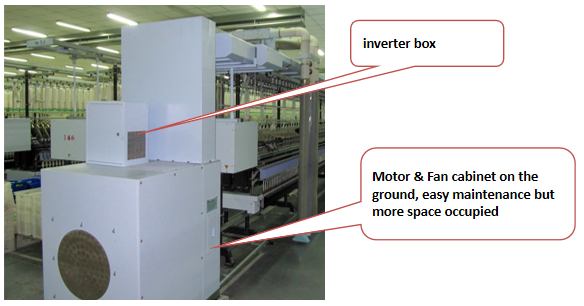 |
| Sorma sistemi təklifi 2 | 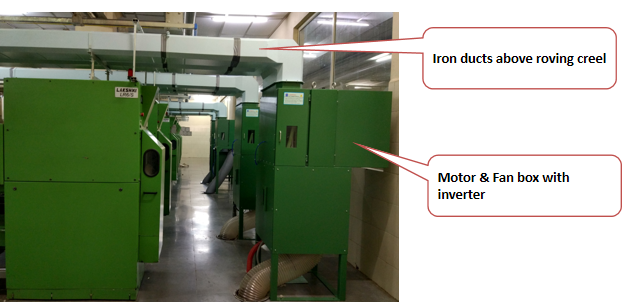 |
| Sorma sistemi təklifi 3 |  |
| Boru bağlantısı | 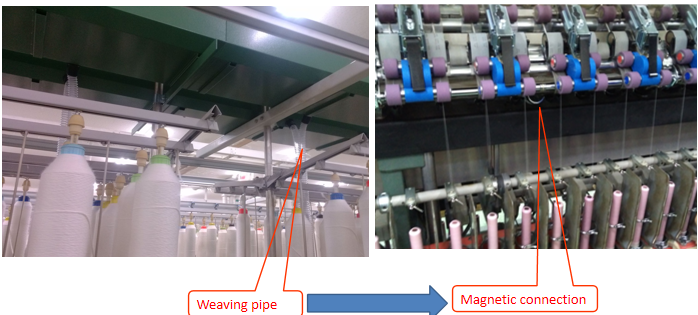 |
| Tullantı liflərinin toplanması sistemi. Mənfi təzyiqli hava ipliyin keyfiyyəti ilə birbaşa əlaqəlidir. Əyirmə zamanı təzyiq düşərsə, ipliyin keyfiyyəti pisləşəcək. Hər bir mil üçün bərabər təzyiqi necə saxlamaq olar? Avtomatik qaşıma sistemi təqdim edirik. | 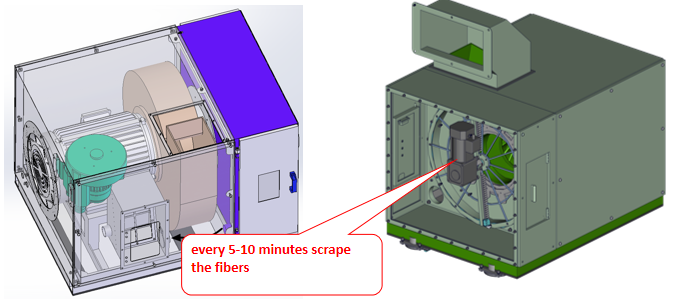 |
| Siqnal işığı olan kanal emiş təzyiqi hava ölçən cihaz |  |
20-ci illərin karton pambığına qulluq cədvəli:
1. Beşiklərdəki hər hansı bir zədənin gündəlik yoxlanılması, pnevmafil fleytasının boğulması, mənfi təzyiqli boru yuvasının boğulması;
2. Mənfi təzyiq borusunu təmizləmək üçün 7-10 gündə bir dəfə;
3. Toxuculuq çarpayıları 45 gündə bir dəfə cilalanmalı (ipliyin keyfiyyətindən asılı olaraq) və eyni gərginlikli dartma nisbəti qorunmalıdır;
4. 30 gündən bir maşın tam təmizlənməlidir;
5. Tam maşın təmizlənməsi zamanı kanalın uc qapağı açıq olmalı və kanalı təmizləmək üçün kompakt mühərrik əl ilə işlədilməlidir;
6. Hər hansı bir sürtünmə baş verərsə, xahiş edirəm vaxtında təmizləyin
Enerji istehlakı
| 1824 mili/ Maşın | motor tutumu | ABB çeviricisi | enerji istehlakı/mil | mənfi boru yuvası dəyəri |
| Tək iplik üçün kompakt | 22kw/60Hers
| 22 kVt | 7-8 vatt | 2.5-2.8Kpa |
| Siro ipliyi üçün kompakt | 22kw/60Hers | 22 kVt | 8-9 vatt | 1.6-1.8Kpa |





